
以下是:异型管随时询价的产品参数在遵义市湄潭县采买异型管随时询价到恒盛信达钢铁贸易有限公司,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:王立祥-18762195566,QQ:601360604,地址:《大邱庄镇陈大公路东300米发货到贵州省 遵义市 湄潭县、红花岗区、汇川区、桐梓县、绥阳县、正安县、凤冈县、余庆县、习水县、赤水市、仁怀市》。 贵州省,遵义市,湄潭县 湄潭因湄江河与湄水河二水颠倒流,流至县城南汇为深渊,弯环如眉,故此为名。隋,置义泉县。后废置。明,以播州三里四牌地置湄潭县。1997年,撤销遵义地区改建为遵义市,湄潭县隶属遵义市。2018年9月25日,贵州省人民政府批准湄潭县退出贫困县。湄石高速、326国道、204省道、杭州—瑞丽高速公路、银百高速(道安高速公路)、243国道穿过湄潭县。
以下是我们上传的异型管随时询价实拍视频,您可以点击观看。以下是:异型管随时询价的图文介绍
脱脂水洗脱脂后水洗,虽然属于涂装前处理的辅助工序,但同样需要引起足够的重视,这是因为若有清洗不彻底,很容易将脱脂槽中的不易洗净的表面活性剂及杂质离子带入磷化槽液中,从而使磷化膜变薄返黄,甚至引起异型管涂装后起泡脱落。因此建议采用多级水洗,并控制 清洗水的PH值接近中性。
不锈钢异型管进行MIG焊接时,应该注意以下十个要点:
适合于6mm以下异型管薄板的焊接,具有焊缝成型美观,焊接变形量小的特点。
钨极从气体喷嘴突出的长度,以4-5mm为佳,,在角焊等遮蔽性差的地方是2-3mm,在开槽深的地方是5-6mm,喷嘴至工作的距离一般不超过15mm。
焊接电弧长度,焊接普通钢时,以2-4mm为佳,而焊接不锈钢时,以1-3mm为佳,过长则保护效果不好。
轧件厚度随着管材厚度的增加,轧制压力减小。反之,轧件越薄,轧制压力越大。
异型管的轧制压力会随着摩擦系数而增加,外摩擦影响加大,平均单位压力增加,轧制压力就会增大。
热轧时随着轧制速率的增加,变形抗力增加。冷轧时随着变形速率的增大、轧件温度的升高,变形抗力有所降低。
压下量在轧辊直径和摩擦系数相同的条件下,随着 压下量的增 加,轧件与轧辊的接触面积加大,轧制压力增加。同时接触弧长增加,外影响加剧,平均单位压力增加,轧制压力也随之增大。
轧件宽度随着异型管宽度的增加,接触面积增加,轧制压力增大。
轧制温度随着轧制温度的升高,变形抗力降低,平均单位压力降低,轧制压力减小。
浸涂浸涂是将异型管浸没在盛有涂料的槽液中,随即取出,让多余的涂料滴落回槽液中,或采用机械方法将多余的涂料甩落。浸涂的方式有手工浸涂、离心浸涂和真空浸涂。该法适用于结构复杂的器材或工件,不适用于挥发性涂料,但溶剂损失较大,容易造成空气污染,涂膜的厚度不易均匀。
刮涂刮涂是使用刮刀对异型管进行涂装的方法,刮刀可以是木制的、钢制的、牛角的、橡胶的等。常用于刮铸造成型的被涂物,也用于粘度较高的液态涂料的涂装。经过刮涂作业的涂膜,常见缺陷是开裂、脱落、翻卷等,其涂膜的厚度也很难均匀。
影响异型管轧制压力的八点因素:
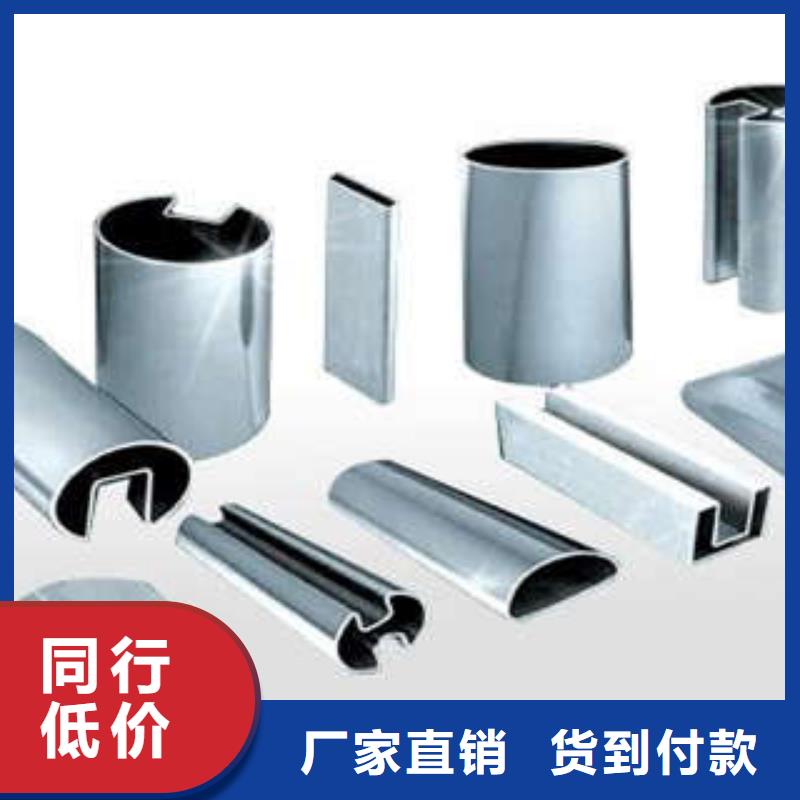
异型管的成型方法,主要包括冷拔法、冷轧法、冷弯法、斜轧法、挤压法、推挤法、滚压法、辊拔法、推轧法、连轧法、旋轧法、热轧法以及联合成型法等。今天我们就来为大家介绍一下,影响异型管轧制压力的八点因素:
轧辊直径在其他条件一定时,随着轧辊直径的加大,异型管的接触面积增加,同时接触弧长增加,外摩擦的影响加剧。因而,轧制压力增大。
遵义湄潭恒盛信达钢铁贸易有限公司拥有一支 镀锌管高素质研发团队,良好的工程师,可根据客户的要求设计 镀锌管。 公司售后服务是一批实力非常雄厚的团队,成熟的机加工、焊接、钣金、喷漆、组装能力,可完成各种标准的客户订单。可根据客户的要求,物料的特性研发出不同款式的 镀锌管,整条生产线质量层层把关,严格的产品测试。
您是想要在遵义市湄潭县采购高质量的异型管随时询价产品吗?恒盛信达钢铁贸易有限公司是您的不二之选!我们致力于提供品质保证、价格优惠的异型管随时询价产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:王立祥-18762195566,QQ:601360604,地址:《大邱庄镇陈大公路东300米》。











